
Gesamtansicht meiner 3 achsige Fräsmaschine.
seit ca 10. Jahren arbeite ich in unregelmäßigen Abständen an einer 3 achsigen CNC-Fräsmaschine. Richtig Auftrieb hat die Arbeit erst wieder durch die Fertigstellung und Reparatur der Platinen aus dem Jahr 11/1987 (ELRAD Projekt "Step an go" ) bekommen. Diese waren nach jahrelangem Dornröschenschlaf wieder aus der Ecke hervorgekramt worden und wurden von mir in Betrieb genommen. Inzwischen habe ich die Vollschrittsteuerung gegen eine schneller Halbschrittsteuerung ersetzt. Aber alles der Reihe nach. Wer mehr über meine Erfahrungen beim Selbstbau wissen will, kann den folgenden Artikel lesen oder ihn sich als pfd-Datei downloaden. Wer selbst meine Maschine nachbauen will, für den habe ich Zeichnungen, Stückliste und Bezugsadressen von Hard- und Software gegen einen kleinen Obulus zusammengestellt. Ich würde mich über eine Rückmeldung von den Selbstbauern freuen.
Gesamtansicht meiner 3 achsige Fräsmaschine.

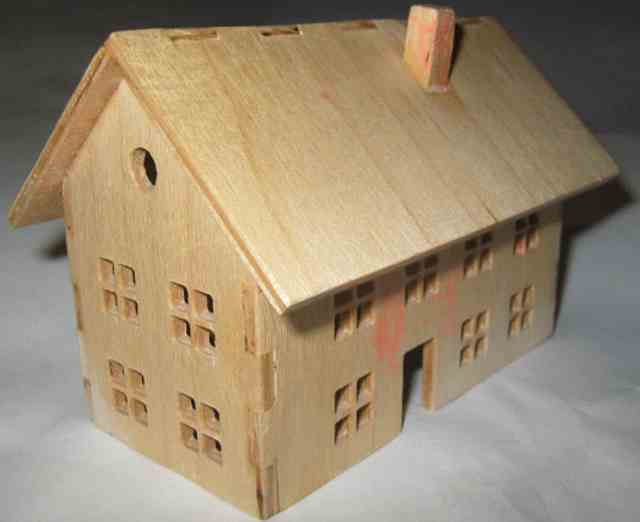
Und sowas kommt z.B. dabei heraus. Hier ein Motorflansch für den Brushless Motor als Muster in Holz gefräst.












Die Zeichnungen sind ausschließlich für den privaten Gebrauch bestimmt. Für eine gewerbliche Nutzung behalte ich mir alle Rechte vor.
von Dipl.-Ing Clemens Simon
Es begann, wie so manches im Leben beginnt, damit, daß ich Kugelumlaufführungen bei meinem Arbeitgeber im Schrott fand. Viel zu schade zum Wegschmeissen, dachte ich und erwarb sie für ein Butterbrot. Nun war der Grundstein gelegt. Nach und nach konstruierte ich um diese Führungen eine Fräsmaschine.
Vorwort
Meine Erfahrungen beim Eigenbau dieser Maschine möchte ich beschreiben. Dem Leser gebe ich eine prinzipielle Anleitung zum Nachbau. Die Pläne der Maschine können Sie bei mir beziehen.
Hinweis zum Nachbau:
Obwohl der Aufbau so einfach wie möglich gehalten ist verlangt er doch sehr viel mechanisches und elektrisches Geschick. Diese Maschinen sollte deshalb nicht Ihr Erstlingswerk sein. Massgenaues Anreißen, Gewindeschneiden und andere elementare Fähigkeiten im Metallhandwerk, sowie sicheren Umgang mit dem Lötkolben sollte man bei Angriff dieses Projekts beherrschen. Auch die Baukosten von ca. 2000 € sind nicht unerheblich und müssen bei der Entscheidung zum Eigenbau berücksichtigt werden. Für all die Mühe erhält man aber eine CNC Fräse, die massgenaue Teile am laufenden Band produzieren kann und sich hinter den käuflichen Maschinen in keiner Weise zu verstecken braucht. Und nicht zuletzt ist die Fräse selbst gebaut.
Der Artikel wurde von mir nach bestem Wissen und Gewissen geschrieben. Ich übernehme allerdings keinerlei rechtliche Verantwortung für die sachgemäße Ausführung der Anlage und all ihrer Komponenten sowie Schäden, die bei der Herstellung und beim Betrieb der Anlage auftreten.
Das Konzept
Moderne CNC-Fräsmaschinen sind mechanisch sehr steif gebaut. Ihre Maschinenbetten sind aus Grauguß oder Polymerbeton gegossen und die Schlitten sind mit Kugelumlaufführungen und Kugelgewinden ausgestattet um Reibung und Wärmeeintrag zu minimieren. Angetrieben werden sie von Servomotoren. Die Verfahrwege werden über Glasmaßstäbe gemessen und der SPS (Speicher Programmierbare Steuerung. = Engl. PLC) zurückgemeldet. Angetrieben werden diese Maschinen von frequenzgeregelten Motoren.
Alles zu aufwendig für den Modellbau, dachte ich! Die meisten Modellbauer haben einen PC mit paralleler Schnittstelle zu Hause. Manche auch noch einen älteren zweiten (ab 486 oder ähnliche). Das wird ein Teil der Steuerung! Als Grundgestell bieten sich Aluminiumprofile an. Sie sind leicht zu bearbeiten, werden zusammengeschraubt und sind bei den verhältnismäßig kleinen Kräften, die bei den leichten Fräsarbeiten auftreten, steif genug. Schwingungsproblemen kann begegnet werden, da die Profile hohl sind und sich gut mit Sand füllen lassen. Die Führungen und Kugelspindeln sind Kaufteile. Davon hängt die Genauigkeit ab und das können die Profis besser. Deshalb habe ich hier nicht gespart. Als Motoren werden Schrittmotoren eingesetzt. Diese sind sehr einfach anzusteuern und exakt genug, wenn sie nicht überlastet werden. Bei Überlastung bleiben die Motoren einfach stehen was eine gewisse Sicherheit bringt. Auf eine Rückführung des Verfahrwegs wird verzichtet, was kosten spart. Deshalb wird eine möglichst genau geschliffene Kugelumlaufspindel verwendet. Jeder Steigungsfehler wirkt sich nämlich auf die Positioniergenauigkeit aus. Die Spindelsteigung wird klein gewählt (2mm), da es nicht, wie in der Industrie, auf hohe Verfahrgeschwindigkeit ankommt, sondern auf Genauigkeit und auf Absicherung gegen Schrittverluste. Die Leistungselektronik wird selbst zusammengebaut. Als Fräskopf wird eine Handelsübliche Oberfräse mit variabler Drehzahl gewählt. Zur Absaugung dient ein üblicher Hausstaubsauger. Ein Kühlungschmierung wird nicht vorgesehen. Eine Minimalmengenschmierung ist jedoch denkbar. Genauso wie bei den großen Maschinen wird der Hauptteil der Wärme über den Span abgeführt. Die Software steuert die Maschine wie einen Drucker an und sie wird auch am selben Stecker (Parallelport) angeschlossen.
Merkmale der
Maschine
Realisierung
Bei der Realisierung sind drei Hürden zu überwinden:
In allen drei Gebieten kenne ich mich ein wenig aus, was den meisten so gehen wird. Für eine Konstruktion einer Schaltung oder Programmierung der Software fehlte mir zum einen die Erfahrung zum anderen die Zeit. Deshalb bin ich wieder auf die Suche gegangen und wurde im Internet schnell fündig. Ich fand im Internet eine ganze Reihe von Anbietern, die Hard und Software für schrittmotorgetriebene bzw. servogesteuerte Maschinen anbieten.
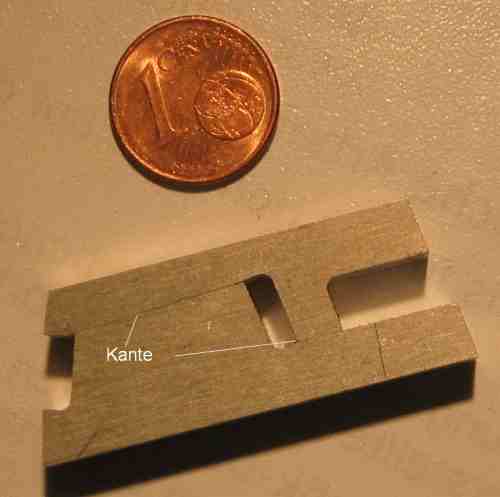
Die Maschine ist heute in der Lage alle 2D und 3D Fräsarbeiten auszuführen. Sie ist besonders gut für die Erstellung von Rippen und anderen flachen Bauteilen geeignet, die so exakt gefräst werden können, daß sie spielfrei zusammenpassen. Als Beispiel sei hier ein Einziehfahrwerk aus Sperrholz genannt, das nach dem Fräsen und Entfernen der Grate nur zusammengesteckt werden brauchte.
Die Konstruktion
Das Gestell hat eine Größe von 800*950*600 mm (B*T*H). Es ist in Portalbauweise aus käuflichen Aluminiumprofilen ausgeführt. Das hat den Vorteil, daß die Achsen voneinander entkoppelt sind und getrennt ausgerichtet werden können. Durch den geschlossenen Rahmen der X-Achse wird die Steifigkeit erhöht. Der Arbeitstisch bleibt vom Maschinenrahmen in jeder Stellung umschlossen. Deshalb kann die Maschine bei Bedarf auch in ein Gehäuse gestellt werden. Alle Achsen lassen sich von Hand im ausgeschalteten Zustand verfahren. Alle Achsen sind mit Kugelumlaufführungen und Kugelgewindespindeln
ausgestattet.. Somit ist ein leichter und präziser Lauf garantiert. Die Gewindespindeln lassen sich spielfrei einstellen.
Die Maschine besteht größtenteils aus Kaufteilen und beinhaltet nur wenig Sonderbauteile, damit der Nachbau in jeder kleinen Werkstatt leicht durchgeführt werden kann. Die Wahl fiel auf die Standardaluminiumprofile von BOSCH (siehe Stückliste). Diese weisen gegenüber anderen ALU-Profilen eine höhere Steifigkeit auf und lassen sich mit den passenden Schrauben gut miteinander verbinden. Dafür ist kein Spezialwerkzeug erforderlich. Die einzelnen Halbzeuge lassen sich leicht transportieren bzw. verschicken. Außerdem kann man Sie mit fertiger Endenbearbeitung kaufen. Die Enden der Profile müssen nämlich exakt durchbohrt werden. Somit beschränkt sich der Zusammenbau auf das Zusammenschrauben. Eine Quelle für die Profile mit fertig bearbeiteten Enden befindet sich im Anhang. Alternativ lassen sich die Bauteile auch mit einer guten(!) Metallkreissäge ablängen. Wichtig ist hierbei, daß die Schnitte exakt rechtwinklig sind und die Maße im 0,1mm Bereich eingehalten werden. Bei eigener Endenbearbeitung ist eine Spezialvorrichtung für die Bohrungen notwendig. Leider ließ sich nicht vermeiden, daß das ein oder andere Bauteil doch als Sonderanfertigung nicht gekauft, sondern (selbst) hergestellt werden muß.
Die Frästeile müssen nach Zeichnung angefertigt werden. Das ist für manche, die keine eigene Fräsmaschine haben die größte Hürde. Hier ist Eigeninitiative gefragt.
Safety first! Der Frässtaub der CNC Maschine sollte unbedingt abgesaugt werden. Zum einen ist der Staub sehr schlecht für die Atemorgane und zum anderen setzt er sich überall ab. Er kann sogar eine Explosionsgefahr darstellen. Besonders, wenn die Maschine für Holz oder GFK-Platten ausgelegt wird, ist hierauf zu achten. Deshalb habe ich eine Staubabsaugungsvorrichtung mit einem handelsüblichen Staubsauger in den Fräskopf integriert. Der Staubsaugerschlauch wird mit seinem Griff einfach in der Maschine festgeklemmt. Hier muß die Zeichnung eventuell für einen anderen Anschlußdurchmesser des Staubsaugers angepaßt werden.
Die Antriebstechnik
Bei der Auswahl der Antriebstechnik gibt es grundsätzlich zwei Möglichkeiten:
Schrittmotoren besitzen den Vorteil der
geringeren Kosten bei Ansteuerung und Motor und sind vom PC leicht
anzusteuern, da sie die digitalen Signale (fast) direkt verarbeiten.
Sie besitzen, jedoch eine geringere Dynamik als Servomotoren. In der
einfachsten Form werden die Schritte von der Steuerung nur ausgegeben
und nicht überprüft, ob der Motor den Schritt auch ausgeführt hat
(z.B. Rückmeldung über Drehgeber). Das setzt voraus, daß der Motor
stark bzw. schnell genug ist, um die Schritte taktgenau auszuführen.
Schrittfehler werden bei diesem Verfahren nicht erkannt.
Das Prinzip des Schrittmotors wird hier sehr
gut erklärt.
Servomotoren sind aufwendiger, brauchen immer eine Rückkoppelung (Drehgeber) und sind deshalb kostspieliger. Deshalb wurde auf den Einbau verzichtet. Eine interessante Lösung bietet Gecko-Drive aus den USA. Ich möchte aber hier nicht näher darauf eingehen.
Die Schrittmotoren werden über eine Treiberkarte direkt mit dem Parallelport des PCs verbunden. Der PC steuert die Fräse wie einen Drucker an. Für die Ansteuerung reicht ein ausgemusterter 486 aus, denn die verwendete Software läuft unter DOS. Damit entfallen alle Probleme, die man sich bei Interruptsteuerung unter Windows einfängt. Zur Übersicht habe ich ein Blockschaltbild der Fräse erstellt, das das Zusammenwirken der Baugruppen zeigt. Das Verbindungskabel zum PC muß selbst gelötet werden, je nach dem welche Software verwendet wird. Leider weicht die Belegung der Ausgänge bei den einzelnen Programmen voneinander ab. Hier sollten Sie mit Sorgfalt vorgehen und die Leitungen mit dem Durchgangsprüfer nach dem Löten nochmals überprüfen, denn es besteht die Gefahr der Zerstörung der PC Schnittstelle. Ich empfehle hier sowieso auf eine einfache parallele Zusatzschnitstelle auszuweichen, denn bei den neueren Boards sind die Schnittstellen meist auf dem Motherboard integriert. Ein Kurzschluß führt schnell zum Tod des Motherboards. Eine Optokopplerkarte (galvanische Entkopplung) wird ergänzend von NC-Step angeboten. Sie stellt bei Kurzschlüssen auf der Treiberkarte eine vollständige Entkopplung zum PC sicher. Es ist kein Muß aber ein zusätzliches Maß an Sicherheit.
Die Treiberkarte
Die Treiberkarte verstärkt die Signale des PC´s. Sie
übernimmt die Stromabsenkung im Fall des Stillstands der Motoren und
erhöht den Strom beim Anfahren. Außerdem steuert Sie über eine
Zusatzplatine die Frässpindel und die Staubabsaugung an.
Sie muß
im Eigenbau erstellt werden. Diese Karten kosten zusammen mit den
Bauteilen ca. 150€ und unterstützt bis zu drei Schrittmotoren.
Entwickelt wurde die Karte von Thorsten Ostermann. Die Platine ist mit
der Anleitung und einem feinen Lötkolben gut zu bauen. Man sollte
unbedingt dem Rat NC-Step folgen und die Leistungsbauteile gesockelt
ausführen. Ich habe bei der Ausprobe sicher 3 Stück Endstufen durch
Kurzschlüsse und Unachtsamkeiten geschrottet. Auf die Grundplatine
sollte unbedingt die Zusatzkarte gepackt werden. Sie enthält unter
anderem die Stromversorgung, Relais für die Staubsauger und
Frässpindel Ein/Ausschaltung und die 4. Achse. Die Karte muß nicht
voll bestückt werden, wenn die ein oder andere Funktion nicht benötigt
wird. Sehr hilfreich ist jedoch die Bereitstellung der 5 und 12V
Versorgungsspannungen, die sonst über 2 zusätzliche geregelte
Netzteile bereitgestellt werden müßten. Ausstattungsmerkmale der
Schrittmotorkarte:
Mit der vierten Achse kann z.B. ein Rundtisch.oder ein Tangentialmesser angesteuert werden, wenn Aufkleber geschnitten werden sollen.
Die wichtigsten Ausstattungsmerkmale der Aufsatzplatine:
Bei Aufbau folgt man der ausführlichen Anleitung NC-Step, die beim Kauf der Karte mitgeliefert wird. Die Versorgungsspannung läßt sich über einen Halogenlampentrafo und einen Gleichrichter recht leicht bereitstellen. Auch diese Schaltung beschreibt Herr Ostermann genau in seiner Anleitung. Bei schwachen Stromnetzen im Hobbykeller empfiehlt er alternativ das Universalnetzteil, mit dem der Einschaltstrom bergrenzt werden kann und die Sicherungen geschont werden.
Frässpindel
Als Frässpindel verwendet man eine Oberfräse aus dem Baumarkt mit Standardanschluß ř43mm. Die gezeichnete Halterung ist optimal an die Bosch Oberfräse angepaßt. Man sollte bei der Auswahl der Maschine darauf achten, daß die Spindel bei Höchstdrehzahl nicht zu laut ist und daß sie sehr hohe Drehzahl (bis ca. 30000 1/min) hat. Diese sind unentbehrlich bei Verwendung von Hartmetallfräsern mit keinen Durchmessern, wie sie z.B. die Firma Conrad günstig anbietet. Da meist sehr kleine Fräser (ř<3mm) zum Einsatz kommen ist es wichtig, daß Spannzangen in den unterschiedlichen Durchmessern angeboten werden (ř3; ř3,17; ř 6; ř8). Spannzangen sind aufgrund der höheren Rundlaufgenauigkeit besser geeignet als Bohrfutter. Da die Spindel auf der Maschine sehr langem Dauerlauf ausgesetzt ist sollte man auf gute Qualität und wechselbare Kohlen wert legen. Eine gute Maschine ist z.B. die Oberfräse der Firma Kress.
Zum Fräsen eigenen sich kleine Handfräsen (Fa. Proxon; Dremel) nicht, wie sich bei mir in der Vergangenheit gezeigt hat. Die Lager sind für die Belastungen im Dauerbetrieb nicht ausgelegt.
Das obere Ende der Frässpindeln bilden sog. Hochgeschwindigkeitsspindeln, die eine max. Drehzahl bis zu 60000 1/min haben. Damit lassen sich dann auch sehr gute Oberflächen erreichen. Diese Spindeln werden z.B. von der Fa. ISEL angeboten.
Sicherheit
Das Kapitel Sicherheit ist sehr wichtig. und muß auf jeden Fall. gut berücksichtigt werden.
Von der Anlage gehen folgende Gefahren aus:
Deshalb ist ein fest montierter und entsprechend großer Notausschalter sehr wichtig. Der Notausschalter schaltet die Steuerung stromlos. Gerade bei den ersten Fräsarbeiten werden Sie ihn zu schätzen wissen.
Alle Antriebe bleiben sofort stehen. Leider läuft die Spindel der Oberfräse noch nach. Dies läßt sich nicht verhindern, da auf eine käufliche Oberfräse ohne Bremse zurückgegriffen wird.
Der Notausschalter und alle Endschalter sollten als Öffner ausgeführt werden. Sobald ein Schalter geöffnet ist oder eine Leitung bricht wird der Stromkreis unterbrochen und die Maschine schaltet ab. Werden Endschalter nicht benötigt (z.B. C- Achse) so sollten sie gebrückt werden, damit sie schaltungstechnisch einen definierten Zustand haben. Ich habe bei meiner Anlage lange nach diesem Fehler gesucht, weil die C- Achse "offene Ausgänge" hatte und dadurch immer wieder Spannungsspitzen eine Abschaltung verursachten.
Je ein Endschalter wird jeweils zum Referenzieren verwendet. Das ist ungewöhnlich und wird nur in dieser Sparversion einer CNC-Maschine so aufgebaut. Es ist deshalb wichtig, daß die Endschalter ein kleine Schalthysterese haben. Das bedeutet, daß der Weg, den der Schlitten zwischen dem Einschalten des Schalters und dem Ausschalten des Schalters zurücklegt möglichst klein sein muß. Achten Sie deshalb bei der Auswahl der Taster auf gute Qualität.
Die Schaltung sowie der 220V Teil der Steuerung sollten auf jedem Fall von einem Elektrikermeister abgenommen werden. Er besitzt Meßgeräte, mit welchen er die Anlage abnehmen kann und z.B. die Güte der Erdung messen kann. Dieses Geld sollte Ihnen Ihre Gesundheit wert sein. Lassen Sie sich die Mängelfreiheit schriftlich bestätigen!
Der Aufbau
Begonnen wird mit den Seitenteilen. Die Pfosten (Pos 2) werden auf den Bodenträgern (Pos 1) montiert. Die Querstreben (Pos 3, 4) werden anschließend befestigt. Das Grundgestell steht damit schon. Nun können die Querstreben und die Auflagen für die Führungen eingebaut werden. Es ist auf einen exakte Ausrichtung zu achten und darauf, daß die Profile parallel zueinander angeschraubt werden.
Ausgerichtet werden die Führungen nacheinander mit einer Meßuhr. Die Meßuhr wird mit einem Meßstativ (mit Magnetfuß) so an einem festen Punkt angebracht, daß beim Entlangfahren des Schlittens die Abweichungen gemessen werden können. Die Führung ist dann ausgerichtet, wenn die Anweichung auf der gesamten Verfahrstrecke unter 0,1mm liegt. Das Ausrichten muß in allen 3 Achsen erfolgen und ist ein sehr Zeitaufwendiger und schwieriger Prozeß. Leider kann er nicht abgekürzt werden, da von Ihm die spätere Genauigkeit der Maschine abhängt.
Prüfen Sie alle Achsen, ob sie leichtgängig in jeder Stellung laufen. Klemmt eine Achse muß dies korrigiert werden, da die Schwergängigkeit durch die Fräskräfte verstärkt wird und dies zu Schrittverlusten führen kann. Dadurch können Fräsfehler entstehen.
Inbetriebnahme der Hard- und Software.
Vor der Inbetriebnahme der Elektronik sollten Sie mit einem strombegrenzten Netzteil zunächst nur die Platine ohne Motoren prüfen. Dazu stellen Sie am Netzteil einen maximal zulässigen Strom von 500mA ein und ca. 14V Spannung ein. Liegt ein Kurzschluß vor steigt der Strom über den Wert und wird begrenzt. Sie müssen dann zunächst den Fehler suchen (Lötzinnbrücken; falsch herum eingelötete Bauteile usw.). Ist der Strom wesentlich kleiner sind größere Fehler nahezu ausgeschlossen. Reduzieren Sie die Strombegrenzung so, daß die Schaltung gerade noch versorgt wird.
Schließen Sie alle Endschalter und den Notausschalter an.
Schließen Sie die Motoren noch nicht an!
Nun kann die Platine über das Druckerkabel mit dem LPT1 Port des PC (Druckeranschluß) verbunden werden. Wenn Sie das Programm CNC-Profi geladen haben und unter Einstellungen den richtigen Druckerport ausgewählt haben sollten Sie bei korrekt verbundenen Endschaltern die Signale auf dem Bildschirm sehen. Wenn nicht kann es am Kabel liegen. Bei älteren Kabeln sind nicht alle Leitungen durchgeschleift. Eine andere Fehlerquelle ist das BIOS. Prüfen Sie ob der LPT1 Port aktiv ist und welcher Port angesprochen wird. (h378 oder h278). Die Zahl muß mit der CNC-Profi Einstellung identisch sein.
Wenn die Verbindung einmal hergestellt ist, dann folgen Sie den Anweisungen im CNC Profi. Stellen Sie auf jeden Fall die Funktion des NOTAUS- Schalters sicher.
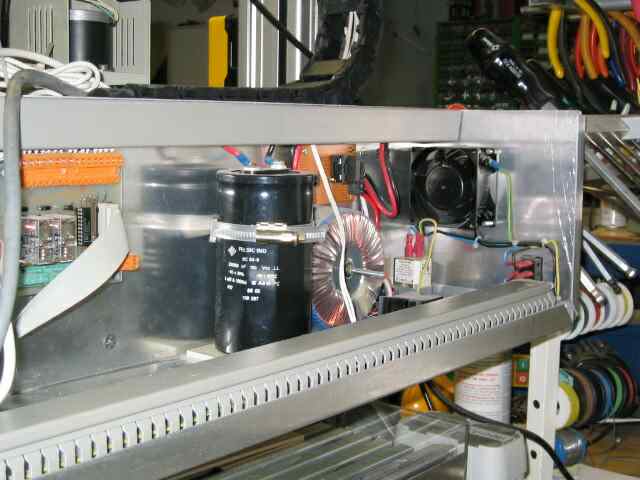
Ist die Schaltung soweit in Ordnung und reagiert auf die Steuerbefehle des PC, dann kann zunächst 1 Motor angeschlossen werden. Dazu wird auch der Halogenlampentrafo angeschlossen. Die Wechselspannung wird über einen einfachen Brückengleichrichter und einen Sieb Elko geglättet. Aufgrund der hohen Kondensatorkapazität ist ab diesem Zeitpunkt äußerste Vorsicht geboten. Bei Anschluß ist auf die richtige Laufrichtung zu achten (muß erprobt werden). Diese kann durch vertauschen der Leitungen an einem Motorstrang geändert werden.
Schließen Sie die Achsen nur stromlos an und vermeiden Sie Kurzschlüsse. Kurzschlüsse (auch kurzzeitig) führen zur Zerstörung der Endstufen. Diese können zum Glück getauscht werden, weil sie gesockelt sind.
Für die korrekte Funktion müssen die x,y,z Achsen so angesteuert werden, daß sie ein sog. Rechtsystem bilden.
Die Steuerung geht davon aus, daß die Achsen in dieser Reihenfolge und in der geforderten Richtung angeorndet sind und ein Verfahren in positive Richtung auch entsprechend der Skizze ausgeführt wird. Bei meiner Maschine führte dies dazu daß der Koordinatenursprung vorne am linken Maschinentischrand liegt und daß eine Zustellung in negative z-Richtung erfolgt. Daran muß man sich erst gewöhnen.
Funktioniert die erst Achse korrekt und wird auch die Referenz korrekt gefunden, dann können die anderen Achsen angeschlossen werden.
Anpassung der Software
Bevor mit dem Fräsen begonnen werden kann sind zunächst viele Einstellungen in der Software CNC-Profi zu machen. Der Einfachheit halber habe ich die Parameter meiner Maschineneinstellung zusammengeschrieben. Siehe hier.
Um konfortabel zu arbeiten habe ich dem alten DOS ein Freewaremenue verpasst. Die entsprechenden Dateien stehen auf der Homepage zur Verfügung.
Von der Zeichnung zum CNC-Bauteil
Es ist nicht notwendig, daß Sie die für Industriesteuerungen notwendigen Maschinenbefehle lernen. Die Maschine kann eine entsprechend aufbereitete Zeichnung verarbeiten. Dabei interpretiert Sie unterschiedliche Farben als unterschiedliche Fräsbahnen. Die Leerfahrten zwischen den Linien generiert die Software selbst.
Den Ablauf möchte ich anhand eines Einziehfahrwerks beschreiben, das im Eigenbau hergestellt wurde.
Ich beschränke mich auf die bei mir aufgebaute CAD-Software Autosketch und die Maschinen software CNC-Profi, da es schwer möglich ist alle Kombinationen von CAD-Programmen und Maschinensteuerprogrammen zu testen und in diesem Rahmen vorzustellen. Man kann natürlich auch jedes andere CAD Programm verwenden, das Dateien erzeugen kann, die vom Fräsprogramm gelesen werden können. Der Ablauf wird prinzipiell ähnlich sein.
Schon bei der Zeichnungserstellung muß man die spätere Bearbeitung berücksichtigen.
Phase 1: Zeichnungserstellung:
Zunächst entsteht die Gesamtzeichnung im Maßstab 1:1. Diese Zusammenbauzeichnung zerlegt man dann in ihre Einzelkomponenten. In Autosketch kann man das sehr gut über die Funktion gruppieren erledigen. Da später jedem Fräser eine Zeichenfarbe zugewiesen wird bedeuten gleiche Farben, gleichen Fräserarten. Man kann sich schon jetzt überlegen, mit welchem Fräserdurchmesser später gefräst wird.
Ich verwende Hartmetallfräser, die etwa die halbe Materialdicke des Werkstücks haben. Im Beispiel wurde ein 3mm dickes Sperrholzbrett mit einem Fräser ř1,5mm in einem Durchgang gefräst. Bei dickeren Bauteilen kann man im Fräsprogramm ein Nachsetzen der Kontur anwählen.
Die Frässoftware arbeitet die Elemente in der gleichen Reihenfolge ab, wie sie gezeichnet und gespeichert wurden. Die Fräsbahnen (im Beispiel blau gezeichnet werden gegenüber der Werkstückkontur (schwarz) um den Fräserradius versetzt gezeichnet und zwar nach innen, wenn es sich um eine Innenkontur handelt und nach aussen, wenn es sich um eine Aussenkontur handelt. Dabei ist klar, daß Innenkonturen stets zuerst gezeichnet werden, denn wenn die Aussenkontur einmal durchtrennt wurde, ist das Bauteil nicht mehr mit seiner Umgebung verbunden und somit nicht mehr gespannt.
Damit der Fräser die Bahn in einem Zug fräst müssen die einzelnen Zeichenelemente einer Innenkontur miteinander zu Polygonketten verbunden werden. Optisch erkennt man keinen Unterschied. Intern werden die Elemente aber anders angeordnet, so daß eine Linie, die an einen Viertelkreis anschließt mit dem Viertelkreis ein Element bildet. Intern wir im Programm auch nur eine Richtung festgelegt, in der die beiden verbundnen Objekte durchlaufen werden. Das spart später sehr viele Leerfahrten.
So entstehen die blauen Bahnen. Bohrungen werden in der entsprechenden Größe einfach rund herausgefräst. Bereiche, die tiefer ausgespart werden sollen z.B. Taschen werden von mir einfach mit einer Schraffur im Abstand des Fräserdurchmessers-0,1mm versehen.
im letzen Schritt werden alle Elemente angewählt und solange aufgelöst, bis sie in den. Primitives (Kreis, Linie usw.) vorliegen. Ohne das Auflösen werden manche Elemente nicht richtig konvertiert, weil das Kovertierungsprogramm nur einfache elemente kennt.
Die fertige Datei mit den Fräsbahnen wird als DXF-Datei (Autocad Version 12! Nicht höher) abgespeichert. Anschließend müssen die Daten in ein maschinenlesbares Format konvertiert werden.
Phase 2: Konvertierung in ein maschinenlesbares Format.
Beim Konvertieren entsteht aus den einzelnen CAD-Elementen Kreis, Linie eine Befehlsdatei, die für die Maschine verständlich ist. Diese Datei orientiert sich an der sehr einfachen und schon sehr alten Steuerung von Stiftplottern, wie es sie früher zur Zeichnungsausgabe gab. (Befehle PU Pen up=Stift auf; und PD Pen Down=Stift ab erinnern noch an dieses archaische Format)
Die Konvertierung erstellt aus der DXF-Datei eine plt-Datei (Plotterdatei), die von CNC-Profi verarbeitet werden kann. Der Umweg über die Konvertierung ist notwendig, weil der direkte Weg über den Microsoft Windows Plottertreiber nicht zufriedenstellend funktioniert. Bei der Konvertierung kann man zwei Wege gegen.
DXF2HPGL ist ein Freeware-DOS Programm, das auch batchgesteuert funktioniert. Als zusätzlich Funktionen können automatisch der Nullpunkt verschoben werden und die Skalierung geändert werden. Ein integrierter Viewer ermöglicht die Vorabkontrolle der Fräsbahnen, denn gezeichnet wird in der gleichen Reihenfolge, wie später gefräst.
Bei Corel-Draw muß die Datei als DXF importiert werden um als PLT-Datei exportiert zu werden. Wichtig ist, daß ein Skalierungsfaktor von 1016 eingestellt wird, damit die Skalierung paßt.
Nun kann CNC-Profi aufgerufen werden und die Fräsparameter den Farbe zugewiesen werden.
Einstellung in CNC-Profi
Vor jedem Fräsdurchgang sind folgende Punkte zu prüfen und gegebenenfalls einzustellen. Ich habe Sie in Form einer Checkliste zusammengestellt. Nähere Detaills entnehmen Sie bitte dem umfangreichen Handbuch.
Checkliste:
Das Fräsen
Am Anfang jeder Fräsarbeit steht das Referenzieren des Systems. Das bedeutet, daß alle Achsen zunächst ihren Nullpunkt suchen müssen, denn wir haben kein Absolutmeßsystem in unserer Maschine integriert. Als nächstes muß der Fräser "ankratzen". Man schaltet sich die Koordinatenanzeige ein (F2) und fährt mit dem Fräser von Hand (F7) über das Werkstück Den Fräser positioniert man mit Einzelschritten so, daß er gerade das Werkstück berührt. Den Tiefenwert (z.B. –45.250mm) trägt man als z-Wert beim Nullpunkt ein (ist immer negativer Wert! Vgl. Koordinatensystem).
Hinweis:
Wer sich beim ersten Fräsen nicht sicher ist, kann hier einen Wert eingeben, der 5mm größer ist als der z-Wert beim Ankratzen. Dann läuft die Maschine zunächst die Fräsbahnen "in der Luft". Man kann so gut beobachten was passiert. Ist alles in Ordnung, dann ändert man den Wert auf den zuerst ermittelten Tiefenwert und beginnt mit dem Fräsen. Schutzbrille und Ohrenschutz sind obligatorisch.
Ausblick:
Die Fräsprogramme werden ständig fortentwickelt. Herr Walter Preg wird voraussichtlich mit Erscheinen dieses Heftes sein neues Fräsprogramm fertigstellen das auf Windows basiert und über eine serielle Schnittstelle einen einfacheren Fräsmaschinen PC ansteuert. Diese Software ist kostenlos (!) und sicher für Einsteiger interessant.
Andere Hersteller haben den Schritt bereits erfolgreich getan und bieten richtig professionelle Software an, die aber auch ein paar Euro´s kostet. Interessant ist hier die Software Filou (
http://www.filou.de ), die auch mit professionellen Maschinensteuerungen umgehen kann. Ein Vergleich der verschieden Fräsprogramme befindet sich im Anhang.Wer noch eine Schritt Richtung Professionalität gehen will, der kann auch Servomotoren einsetzten. Eine interessante Lösung bietet hier die Fa. Gecko (
http://www.geckodrives.com) mit einem Servomodul, das wie ein Schrittmotor angesteuert wird. Pläne hierzu finden sich unter: http://www.homecnc.info/servo%20box.pdf http://www.timgoldstein.com/cnc/GeckoG320Wiring.pdfDamit lassen sich auch größere Maschinen realisieren.
Weitere Links finden sich unter
http://rotordesign.com/links.html.Ferner läßt sich die Hard und Software um eine 4. Achse ergänzen, mit der dann zum Beispiel ein Rundtisch angesteuert werden kann oder Hartschaumplatten geschnitten werden können.
Man ist nicht allein!
Da es mehrere CNC Hobbymaschinenbauer gibt findet man im WEB auch entsprechende Newsgroups, die mit Rat und Tat zur Seite stehen. Eine ist zum Beispiel bei Walter Preg auf der Homepage beheimatet.
http://www.cncplayer.deSchlußwort
Ich habe mit diesem Artikel Interessierten die Technik vorgestellt und wichtige Hinweise zum Eigenbau gegeben.
Das Feld ist leider zu umfangreich als daß man alles in einenArtikel packen könnte.
Jeder muß für sich entscheiden, ob sich ein Nachbau lohnt, oder ob er auf eine fertige Maschine zurückgreifen will. Spaß macht es auf jeden Fall und das Ergebnis die Spanten in wenigen Minuten paßgenau aus der Maschine zu nehmen begeistert mich immer noch.